Safety light curtain muting is an important means of identifying goods from personnel.
So, how does it achieve this?
There are three methods: X-type (cross) muting with 2 photoelectric sensors, L muting with 2 photoelectric sensors, and T mode sequential muting with 4 sensors.
What is safety light curtain muting?
Muting is a function that temporarily suspends the protective operation of a safety light curtain. Think of it like putting your phone on “Do Not Disturb” mode—incoming calls are ignored for a short period, but the phone remains fully functional.
It uses external muting sensors to distinguish between materials and personnel to achieve this function. This allows goods to freely enter and exit the protected hazardous area, while ensuring that if someone attempts to enter, the machine will immediately stop operating, thus preventing injury.
In the following sections, we will explain in detail the three methods of muting mentioned above.
X-type (cross) muting with 2 photoelectric sensors
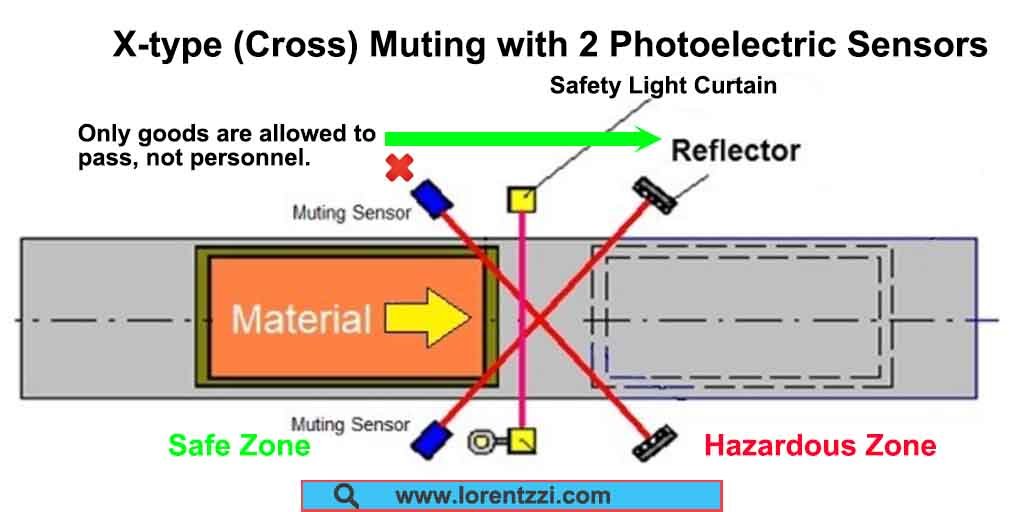
The X-type mode allows goods to be transported from the safe zone to the danger zone, while prohibiting personnel from entering the danger zone from the safe zone.
The name comes from the installation layout of the two muting photoelectric sensors: their emitted and received light beams cross each other, forming an “X” shape—as illustrated in the image above.
A key requirement for this setup is that the intersection point of the two light beams must be located inside the danger zone.
This specific crossing layout makes it extremely difficult for a person to accidentally or intentionally block both sensor beams at the same time. By preventing this dual-blocking scenario, the system avoids logic errors and ensures that safety functions are not unintentionally bypassed.
For example, in practice, we can smoothly transport materials from the safe area to the machine on the conveyor belt without triggering the machine to stop. At the same time, the logic (see table below) is designed that if someone tries to enter, the system will reliably detect the intrusion and immediately stop the device to ensure security.
When installing safety light curtains and muting sensors, please note the following 4 points:

- According to ISO 13855, the installation height of the lowest optical axis of a safety light curtain should be less than 300 mm; if it is greater than this height, people may climb in, which could lead to injury.
- The minimum installation height of the muting photoelectric sensors should be greater than the lowest optical axis.
- When goods pass through the safety light curtain, the distance between the goods and the edge of the safety light grid should be less than 180 mm; otherwise, personnel may pass through along with the goods, causing danger.
- The intersection of the beams from two sets of muting photoelectric sensors should be within the danger zone.
X-mode safety light curtain muting logic diagram
You can program the PLC according to the following logic diagram to realize the muting function of safety light curtain identification personnel and goods:
| Item | Muting Sensor 1 | Muting Sensor 2 | Safety Light Curtain | Machine Stop or Not |
|---|---|---|---|---|
|
Case 1 |
Blocked |
Blocked |
Blocked |
Non-stop(Goods entrance) |
|
Case 2 |
Blocked |
Blocked |
Not-blocked |
Muting starts, machine NOT stop |
|
Case 3 |
Blocked |
Not-blocked |
Blocked |
Stop(Person entrance) |
|
Case 4 |
Not-blocked |
Blocked |
Blocked |
Stop(Person entrance) |
|
Case 5 |
Not-blocked |
Not-blocked |
Blocked |
Stop(Person entrance) |
L muting with 2 photoelectric sensors

On the contrary, the L-type muting mode is designed to allow goods to move from dangerous areas to safe areas while preventing objects or people from moving from safe areas to dangerous areas.
Let’s take a look at how it identifies goods and personnel.
It primarily relies on two muting photoelectric sensors installed in the hazardous area. Its logic is as following:
- If the entry sequence is: Muting photoelectric sensor A(This sensor is farther from the safety light curtain) ->Muting photoelectric sensor B(This sensor is closest to the safety light curtain)-> safety light curtain, the PLC can be programmed and determine that the entrance is from a hazardous area to a safe area, i.e., a goods entrance. Therefore, the safety light curtain will be set to muting mode and disabled. It is important to note that when sensor B is blocked, the muting time begins to count down. The muting time should match the goods’ exit time and should not be too long.
- If the sequence is reversed, i.e., safety light curtain ->any muting photoelectric sensor, the PLC can be programmed and determine that the entrance is a personnel entrance. Therefore, the PLC will trigger an output and immediately stop machine operation the moment the light from the safety light curtain is blocked.
T mode sequential safety light curtain muting with 4 sensors
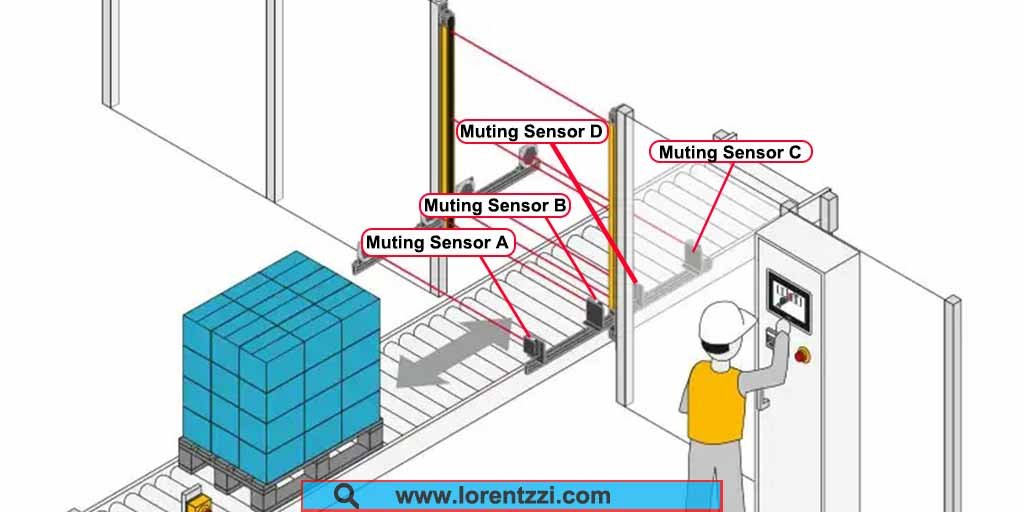
This muting mode utilizes four photoelectric sensors to establish a strict entry/exit sequence, enabling the system to reliably distinguish between personnel and goods.
How does this T mode sequential muting work?
This muting mode is designed to maintain productivity by allowing goods to enter and exit without triggering machine stops, while ensuring that any person attempting to enter a hazardous area is detected immediately and the machine can be safely stopped.
As can be seen from the diagram above, for example, two muting sensors A and B are installed on the left side of the safety light curtain, while two other muting sensors C and D are installed on the other side of the safety light curtain.
T mode safety light curtain muting logic:
It should be noted that the size of the goods should be larger than the distance between muting sensor A and muting sensor B, also the sensor C and sensor D.
So the logic should be:
- A->AB->B->safety light curtain, the muting function will be activated,
- C->CD->C->safety light curtain, the muting function will be activated,
- The other sequences will not activate the muting function.
How to realize the safety light muting function?
There are two ways to realize safety light curtain muting function:
- Integrated muting light curtains: Some safety light curtains (e.g., Keyence GR-L series, SICK deTec4, Omron F3SJ) have built-in muting functionality that can be configured using the manufacturer’s software. Lorentzzi® can produce and supply the safety light curtain with muting function, so you can use a safety relay to realize, contact us to send your inquiry now!
- External muting modules: For standard safety light curtains without built-in muting, you can use dedicated muting modules (e.g., Schneider XPSLCMUT1160 or our SC4P2A1B24N/P-M Model Safety Relay) or safety PLCs with muting function blocks, combined with the logic tables provided above.
Conclusion

In summary, X-type (cross) muting for safety light curtains is used when goods move from a safe area into a hazardous area, while preventing personnel from entering.
L-type muting is used for the opposite direction, i.e., when goods move from a hazardous area back to a safe area.
T-type muting supports movement in both directions, allowing goods to either enter or exit the hazardous area.
All three muting methods can effectively distinguish between goods and personnel and ensure reliable operator protection.
If you are looking for a reliable and high-quality safety light curtain supplier from China, you can take a look at our safety light curtains.